












In the fast-changing environment of the global manufacturing industry, it is operationalefficiency that can make the difference between success and survival. Industrialautomation in factories is no longer a buzzword of the future, but the standard of operation for competitive industries.
However, what is factory automation? Is it merely the substitution of humans with robots? The reality is far more nuanced. Factory automation is the implementation of technology to execute discrete specific tasks within the manufacturing process with minimal human intervention, utilizing a complex ecosystem of sensors, controllers, and software systems to optimize production.
This guide explores the anatomy of modern automation, from the foundational sensors on the factory floor to the ROI calculations in the boardroom, helping you navigate the journey toward a smarter manufacturing ecosystem.
Defining Factory Automation: Beyond Simple Mechanization
To learn about factory automation (FA), it is necessary to differentiate it with mechanization.
Mechanization offers human operators machinery to help them with the muscular demands of work. For example, a worker using a powered drill press is mechanization; the machine provides the power, but the human provides the control, judgment, and feedback for that particular task.
However, Factory Automation does not only substitute the muscle, but also the brain of the process. It involves the use of control systems—such as logic controllers and sensors—to manage machinery and processes. In an automated system, the machine detects the workpiece, decides when to drill, monitors the depth, and ejects the finished part, all without direct human input.
It is aimed at raising production capacity, enhancing the uniformity of products, and relieving human labour of hazardous tasks, monotonous routines, or any boring, repetitive task.
Factory Automation vs. Process Automation: What’s the Difference?
There is a general area of confusion between Factory Automation and Process Automation. Although they are similar in terms of technologies (such as sensors and PLCs), their industrial control applications differ in essence:
- Factory Automation (Discrete Manufacturing): This is concerned with the manufacture of discrete, countable, final products. When you are assembling smartphones, stamping car doors, or wrapping foodstuffs, you are employing factory automation systems. The output is a series of individual units that can be touched and counted.
- Process Automation (Continuous Manufacturing): This is concerned with the manufacture of goods in large amounts, typically in liquid, gas or powder form. Oil refining, chemical mixing, and wastewater treatment fall under this category. The production is quantified in volume or weight and not in the number of items.
| Feature | Factory Automation (Discrete) | Process Automation (Continuous) |
| Production Type | Discrete Manufacturing (Countable items) | Continuous Manufacturing (Bulk flow) |
| Output Form | Individual units (e.g., phones, screws) | Weight or Volume (e.g., oil, gas, powder) |
| Key Operation | Assembling, Machining, Packaging | Mixing, Heating, Chemical Reaction |
| Control Focus | Motion control, position, logic (On/Off) | Regulatory control, analog loops (PID) |
| Typical Industry | Automotive, Electronics, Machinery | Oil & Gas, Food & Beverage, Pharma |
Understanding this distinction is vital because the hardware requirements—specifically the types of sensors and control algorithms—vary significantly between the two.
The 4 Types of Factory Automation: Fixed, Programmable, Flexible, and Integrated
There is no universal solution to automation. Determining the right type of automation is crucial, as the industry generally divides these automation technologies into three mechanical categories, with a fourth systemic category becoming the standard of Industry 4.0.
- Fixed Automation (Hard Automation)
High-volume production with dedicated equipment is done with fixed automation. The arrangement of processing operations is determined by the equipment configuration.
- Best for: Mass production (e.g., millions of identical automotive gears).
- Pros: Maximum efficiency and lowest unit cost.
- Cons: It is expensive to start up; once the line is constructed, it is very hard to change the product design.
- Programmable Automation
The production equipment in this category is developed to be able to rearrange the order of operations to suit various product designs.
- Best for: Batch production (e.g., a machine that packages 500 units of Product A, then is reprogrammed for 500 units of Product B).
- Pros: Flexibility to deal with various products.
- Cons: It will need a lot of downtime during the changeover period to reprogram and retool the machine.
- Flexible Automation (Soft Automation)
Programmable automation is a variant of flexible automation. The major difference is that changeovers do not result in lost time. The system is capable of making different combinations of products sequentially without stopping.
- Best for: “High-Mix, Low-Volume” production (e.g., custom CNC machining).
- Pros: Ultimate adaptability; continuous production.
- Cons: Higher complexity in software and control logic.
- Integrated Automation (The Ultimate Goal)
This is the complete digitalization of the production plant. It is not only concerning one machine, but the interrelation of autonomous machines into one data ecosystem. In this case, the production floor (OT) communicates directly to the enterprise management (IT). This is what the Smart Factory is based on.
| Automation Type | Production Volume | Product Variety | Changeover Time | Typical Application |
| Fixed | Very High | Very Low | N/A (Fixed) | Automotive Assembly Lines, Conveyor Systems |
| Programmable | Medium to High | Medium | High | Industrial Robots, Batch Packaging |
| Flexible | Low to Medium | High | Zero / Negligible | CNC Machining Centers, 3D Printing |
| Integrated | Variable | High | Optimized | Fully Autonomous “Dark Factories” |
Why Automate? Key Advantages & ROI Analysis
Deciding to automate is a financial decision as much as a technical one. While the upfront costs (CapEx) are high, the operational savings (OpEx) and strategic advantages often justify the investment.
- The Core Benefits
- Increased Throughput: Machines do not rest, sleep or shift. They are capable of operating 24 hours at a steady rate, which increases production to a large extent.
- Quality Consistency: Automation eliminates human error. A robot will tighten a bolt to the exact same torque 10,000 times in a row, reducing scrap rates and warranty claims.
- Labor Safety & Availability: Automation eliminates human beings in dangerous conditions (high temperatures, contact with chemicals) and addresses the increasing global problem of shortages of skilled labor.
- Analyzing the ROI (Return on Investment)
In order to determine the actual ROI, it is necessary to go beyond the cost of the robot.
- Tangible ROI:
- Direct labor costs are reduced.
- Reduction in material waste (scrap).
- Growth in the volume of production (sales potential).
- Intangible ROI:
- Brand reputation: Delivering higher quality products builds trust.
- Flexibility: The ability to pivot production quickly in response to market demand.
An effective automation initiative will have a “payback period” of 12 to 24 months. But it is the quality of the components that determines the longevity of the system and this is what guarantees long-term profitability.
The Automation Pyramid: From Field Sensors to ERP Systems
Engineers apply the ISA-95 Automation Pyramid to comprehend the functioning of a factory. This model illustrates how hardware and software are layered to transform raw signals into business decisions, defining the level of operator involvement at each stage.
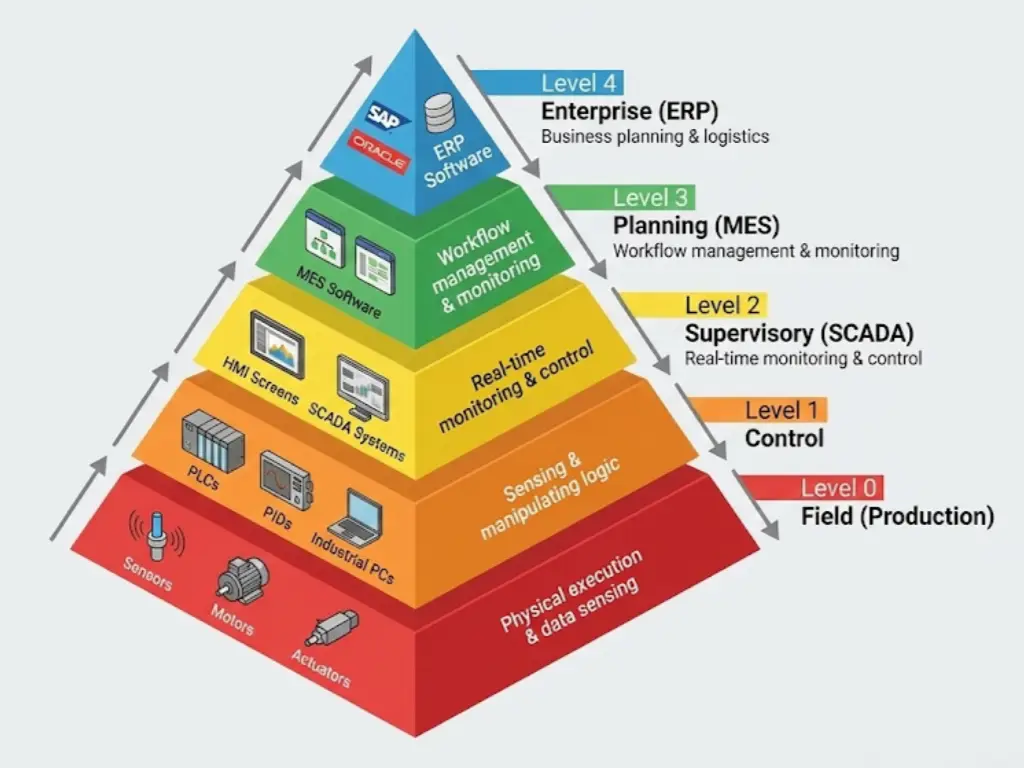
Crucial Insight:Level0 is the foundation of the whole pyramid. When the sensors at the bottom do not detect an object or provide false data, the ERP at the top will calculate the data using false information. Reliability starts at the bottom.
Key Hardware Components Powering Modern Automation Systems
The weakest link in an automated system is all that it takes. Although software offers the logic, powerful hardware guarantees implementation. There are four functional layers that are typically used to divide the hardware ecosystem.
The Sensing Layer: Eyes and Ears of the Factory
The sensing layer is responsible for gathering data. Without sensors, machines are “blind.” Common components include proximity sensors (inductive/capacitive) for position detection, photoelectric sensors for object counting, and encoders for motion tracking.
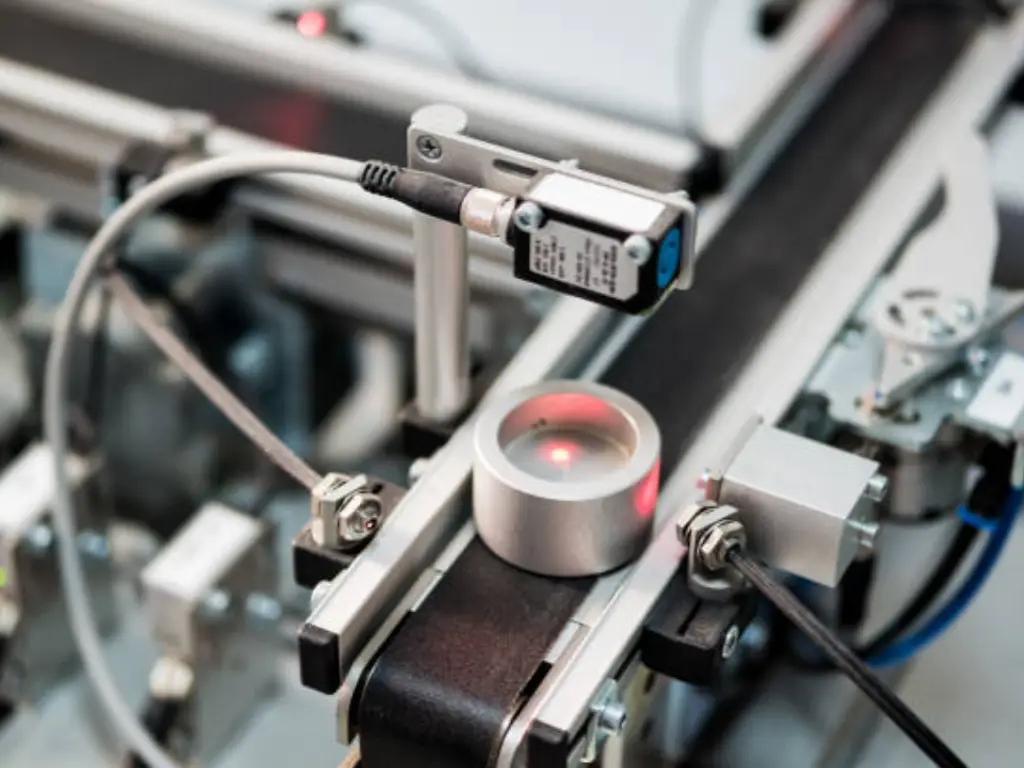
The Importance of Reliability in Sensing:
In fast automation, a sensor malfunction can stop a complete production line, which is thousands of dollars per minute. Hence, it is important to source industrial grade components.
Component Spotlight: OMCH Automation
In the construction of the sensing layer, several manufacturers partner with OMCH, a specialized manufacturer that was founded in 1986. Having more than 30 years of experience and a client base of more than 72,000 customers in 100+ countries, OMCH has established itself as a “One-Stop Solution” to trusted automation parts.
Why OMCH fits the high-reliability requirement:
- Comprehensive Coverage: They do not merely provide a single kind of sensor. They have inductive and capacitive proximity switches, photoelectric sensors, and light curtains in their catalog, as well as fundamental power components such as switching power supplies and relays. This makes the procurement managers supply chain easier.
- Certified Quality: They have certifications such as CE, RoHS, UL and are compliant with ISO9001 and IEC standards, which means that their components are designed to endure extreme industrial conditions.
- Global Support: OMCH responds to the urgent demand of supply chain stability with a well-developed manufacturing base (8,000 sqm factory, 7 production lines) and a guarantee of 24/7 response time.
To engineers who want to be sure that the bottom level (Level 0) of their pyramid is solid as a rock, the use of 3000+ SKUs of OMCH provides a compromise between industrial reliability and cost-effectiveness in procurement.
The Control Layer: The Brains
After the sensors have collected data, it has to be processed.
- PLCs (Programmable Logic Controllers): Ruggedized computers that execute the logic (e.g., “If sensor A sees a box, turn on motor B”).
- Industrial PCs: Used for more complex processing, such as vision analysis or AI algorithms.
The Actuation Layer: Muscles and Movement
This layer executes the physical work based on commands from the control layer.
- Motors & Drives: Servo and stepper motors provide precise rotational movement.
- Pneumatics: Linear motion is offered by cylinders and valves (which are commonly sold together with sensors by vendors such as OMCH) with compressed air.
- Robotics: Articulated arms or delta robots that perform complex assembly tasks.
The Connectivity Layer: The Nervous System
This involves the cables, connectors and power supplies that connect all this together.
- Industrial Power Supplies: It is important to convert AC mains to 24V DC which is stable. Any variation in this case can crash the PLCs.
- Connectors: M8 and M12 connectors are standard for ensuring waterproof, vibration-resistant connections between sensors and controllers.
Key Technologies Driving the Modern Automated Factory
In addition to the regular hardware, there are certain technologies that are stretching the limits of automation.
- SCADA (Supervisory Control and Data Acquisition): This is the centralized software that combines all the data of the machines. It enables a facility manager to have a bird eye view of the whole plant.
- Machine Vision: Using high-resolution cameras and software to inspect products for defects (scratches, misalignments) that human eyes might miss.
- Cobots (Collaborative Robots): Unlike traditional caged robots, Cobots are designed to work safely alongside humans, stopping immediately if they detect contact.
Real-World Applications: Where Factory Automation Shines
To visualize the effect, we are going to take into consideration three industries.
- Automotive Manufacturing (Heavy Assembly)
The automotive industry was the first to be automated. Here, Fixed Automation is used to stamp metal sheets, and Programmable Automation (robots) is used to welding and painting.
- Impact: A modern automobile factory can produce a whole automobile within 60 seconds with a millimeter accuracy.
- Electronics Assembly (Precision & Speed)
Since the computer server to the smartphone is assembled, Surface Mount Technology (SMT) machines are employed to assemble thousands of miniature resistors and capacitors on boards per hour, as opposed to manual product assembly.
- Impact: This level of speed and miniaturization is physically impossible for human hands. In this case, photoelectric sensors of high precision are required to detect the presence of components.
- Food & Beverage Packaging (High Speed)
Machines fill, cap, label and box beverages in a bottling plant at lightning speeds.
- Impact: Automation ensures hygiene (no human touch) and exact volume filling. The proximity sensors are used to make sure that the caps are metal and properly sealed before the bottles are taken to the boxing stage.
Future Trends: IIoT, AI, and Predictive Maintenance
The future of factory automation is in data.
- IIoT (Industrial Internet of Things): Every sensor and motor is connected to the internet, streaming data to the cloud.
- Predictive Maintenance: Instead of fixing a machine when it breaks, AI analyzes vibration and temperature data from sensors to predict a failure before it happens. This transitions maintenance from “reactive” to “proactive.”
- Digital Twins: This is the creation of a virtual copy of the factory to test the changes in a simulation and then implement them in the real production line.
Building Your Automated Ecosystem: Where to Start?
Switching to an automated factory may appear to be a daunting task, yet it does not need an overnight overhaul. The most successful strategies often start small:
- Identify Bottlenecks: Determine the process that leads to the greatest delays or quality problems.
- Upgrade Sensing & Control: Before purchasing costly robots, make sure that your existing equipment has the correct data. The first step is low cost and high impact, which is upgrading to high-quality sensors, switches, and power supplies.
- Focus on Component Quality: An automated system has more points of failure. Choosing a partner with a broad product range and certified quality—like OMCH—can simplify your supply chain and ensure compatibility across your electrical and control systems.
- Scale Up: Once the foundation is stable, move toward integrated control systems (Level 2) and enterprise integration (Level 4).
Factory automation is a journey of continuous improvement. By understanding the types, calculating the ROI, and selecting robust foundational components, you can build a manufacturing ecosystem that is not only faster but smarter and more resilient.



