












The basic building blocks of manufacturing efficiency are industrial control components. Regardless of whether it is the distribution of power, processing logic, or risk reduction, each device, whether it is the tiniest sensor or the sophisticated controller, has a specific economic purpose. Their selection is thus an optimization problem, balancing technical reliability against cost, and complexity against maintainability.
To be more specific and to ensure the effective retrieval of information, the following table summarizes the main types of components, their main devices, and their basic role in the control system:
| Component Category | Key Devices | Primary Function |
| Power Supply | Switching Power Supply (SMPS), Transformers | Resource Allocation: Power components that convert and stabilize voltage to energize the system. |
| Logic Control | PLC systems, PAC, Industrial PC | Decision Making: Computing hardware that processes input data and executes command logic. |
| Human Interface | Human Machine Interface (HMI), Push Buttons, Selectors | Interaction: Allows operator intervention and data visualization. |
| Input / Sensors | Various sensor types (Inductive/Photoelectric), including temperature sensors, Encoders | Data Acquisition: Detects physical presence and measures variables. |
| Switching & Protection | Relays, Contactors, Circuit Breakers | Risk Mitigation & Gating: Switching components that switch loads and ensure safety. |
| Motion & Drives | VFD, Servo Motors, Soft Starters | Execution: Output devices that convert electrical energy into controlled mechanical motion. |
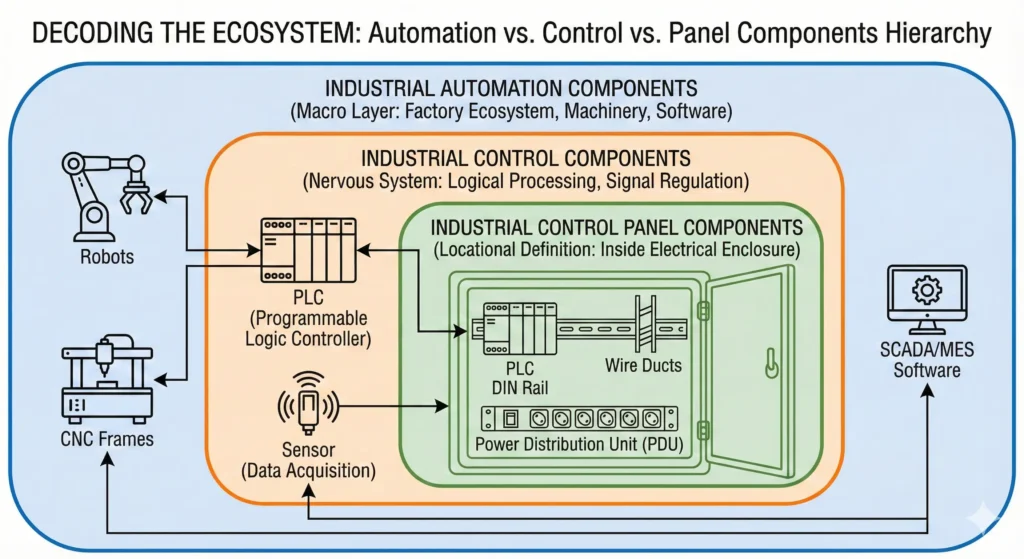
Decoding the Ecosystem: Automation vs. Control vs. Panel Components
We have to strictly define the system boundaries to avoid conceptual conflation before analyzing individual constituents. The name Industrial Control System (ICS) is the general name of the hardware and software that is used to monitor, control, and regulate the behavior of machinery and industrial processes. The aggregate structure is what makes production achieve optimal performance in quality and speed.
But, accurate engineering needs accurate language. Terminology is usually ambiguous in the procurement and design stages. In order to develop a strong selection framework, we should differentiate three different functional layers:
- Industrial Automation Components: The macro layer that includes the whole factory ecosystem. This encompasses physical equipment (robots, CNC frames) and automation systems like high-level supervisory software (SCADA, MES) that coordinates the work of the entire facility.
- Industrial Control Components: The nervous system that does logical processing, process control, and signal regulation. The main task is to acquire data and execute commands, whether it is mounted on a machine or a Distributed Control System (DCS) in a control room.
- Industrial Control Panel Components: A strictly locational definition describing components contained in the electrical enclosure. This incorporates OT components (Operational Technology) but is typified by infrastructure elements, such as DIN rails, wire ducts, and power distribution units. For a comprehensive breakdown of these specific parts and layout strategies, please refer to our detailed guide on industrial control panel components.
Power Supplies: The Heart of Control Systems
The Industrial Power Supply is the most critical component in the panel. It is the foundational substrate upon which all logic and actuation depend. A failure here is not localized inefficiency; it is a systemic collapse. Consequently, the selection of power supplies requires a rigorous analysis of reliability requirements, thermal dynamics, and power conversion efficiency.
Crucial Features: Efficiency, Cooling, and Protection
In choosing a power supply, engineering choices should not be limited to the easy voltage ratings but rather the characteristics that guarantee long-term durability and stability of the system. The critical technical features and their economic implications to the control system are described in the following matrix:
| Feature | Technical Function | Economic & System Benefit |
| Soft-Start & Surge Suppression | Gradually ramps up voltage during “cold starts” to limit inrush current. | Prevents Nuisance Tripping: Protects sensitive loads like PLCs and motherboards from initial surges, reducing commissioning labor and startup complaints. |
| Auto-Recovery Protection | Automatically disconnects power during short-circuits or overloads and resets when the fault clears. | Minimizes Downtime: Eliminates the need for manual fuse replacement or physical resets, significantly reducing Mean Time To Repair (MTTR). |
| EMI Filtering & Low Noise | Integrated filters minimize Electromagnetic Interference and output ripple noise. | Ensures Signal Integrity: Negates the need for external filters (saving BOM cost/space) and ensures compliance with industrial CE standards for stable logic processing. |
| Transient Response | Maintains stable voltage output during rapid load changes (e.g., servo acceleration). | Process Stability: Prevents undervoltage resets in controllers during dynamic operations, ensuring consistent production quality. |
| 105°C Output Capacitors | Uses high-grade capacitors rated for extreme temperatures. | Extended Lifespan: Directly correlates to component longevity in hot control cabinets, deferring replacement costs. |
Why DIN rail switching power supplies dominate the market
Linear power supplies were historically used due to their low noise properties, but were poorly efficient and generated a lot of heat, which is a major drawback in enclosed cabinets. The market has changed decisively to Switching Mode Power Supplies (SMPS). This conversion is motivated by the physics of the switching regulator which reduces energy loss in conversion to enable efficiencies of up to 90 percent.
In addition, the form factor has been standardized to the DIN rail, which is a standard type of metal rail that is used to mount circuit breakers and industrial control equipment within equipment racks. The DIN rail SMPS has a high power-volume ratio, which enables engineers to make the most out of the available panel space.
In this standardized market, OMCH optimizes supply chain efficiency through global compatibility. Our SMPS units support a wide 100-240 V input range, allowing a single model to serve diverse grids (US, Europe, China), thereby reducing BOM complexity and inventory holding costs. Additionally, our compact modular design maximizes density on DIN rails, transforming physical space savings into tangible economic advantages.

Input Devices: Sensors and Operator Controls
The sensors are the sensory organs in case the brain is the controller. A control system is only able to optimize what it is able to sense. The granularity of control that the system can achieve is dependent on the accuracy requirements, speed and reliability of input devices.
Proximity and photoelectric sensors ensure precise object detection
The most basic data point in discrete manufacturing is the presence of objects. The choice of a specific sensor type is based on the material characteristics of the target and environmental limitations. To understand sensor categories better:
- Inductive Proximity Sensors: It is a sensor that produces an electromagnetic field to sense the presence of metallic objects without physical contact. They are strong, not susceptible to dirt and oil and have high switching frequencies. They are used as the standard of detecting machine parts, cams, and metallic workpieces.
- Capacitive Proximity Sensors: These sensors operate based on an electrostatic field and are able to detect non-metallic materials like plastics, liquids and granular materials. They are commonly used in level detection systems or packaging lines where the material of interest is different.
- Photoelectric Sensors: hese make use of light emitters and receivers. They can be detected over a long distance and can be configured in a variety of ways (Through-beam, Retro-reflective, Diffuse). They play a critical role in material handling and logistics.
Manual inputs like buttons and switches enable operator control
Although automation aims at autonomy, human intervention is a condition. This interaction is achieved by operator controls.
- Emergency Stop (E-Stop) Buttons: These are distinct from standard stops. They are hardwired into the safety circuit to immediately sever power to actuators in hazardous situations. Their reliability must be absolute.
- Push Buttons: Used for process initiation (Start/Reset) or jogging functions.
- Selector Switches: These are switches that are used to switch the state of the system, e.g. to switch between “Manual” and “Automatic” modes.
The selection of these components focuses on tactile feedback, contact reliability (often gold-plated for low-voltage signals), and environmental sealing (IP ratings) to prevent the ingress of contaminants.
Logic Controllers and Human-Machine Interfaces
The processing unit is at the center of the control loop. Here the economic calculation of the system takes place: the inputs are measured against logic constraints to generate output commands.
| Device Type | Economic Function & Role | Key Selection Vectors |
| Programmable Logic Controller (PLC) | Deterministic Logic: The standard-bearer for real-time control, guaranteeing operations complete within fixed time slices. Ruggedized for harsh environments. | Processing speed, memory capacity, and protocol compatibility (e.g., EtherNet/IP, Modbus, PROFINET). |
| Industrial PC (IPC) | Complex Processing: Bridges OT and IT layers. Designed for tasks requiring heavy computation, such as database management, algorithms, and machine vision. | PC architecture combined with industrial hardening; essential for high-compute applications where PLCs fall short. |
| Remote Terminal Units (RTUs) | Remote Monitoring: Used in large-scale infrastructure applications like pipeline monitoring to transmit data over long distances. | Telemetry capabilities and environmental ruggedness. |
| Human-Machine Interface (HMI) | Visualization: Serves as the window into system logic, translating binary data into actionable operator insights (production rates, error logs). | Capacitive multi-touch screens, intuitive gesture support, high-resolution graphics, and remote access capabilities. |
Switching Components and Circuit Protection
A PLC logic command is usually a low-voltage, low-current signal (e.g. 24 V DC). This signal has to gate high-voltage, high-current power (e.g. 480 V AC) to do physical work. This amplification is done by switching components. At the same time, the system should be covered by protection devices like fuses in case of catastrophic electrical failure.
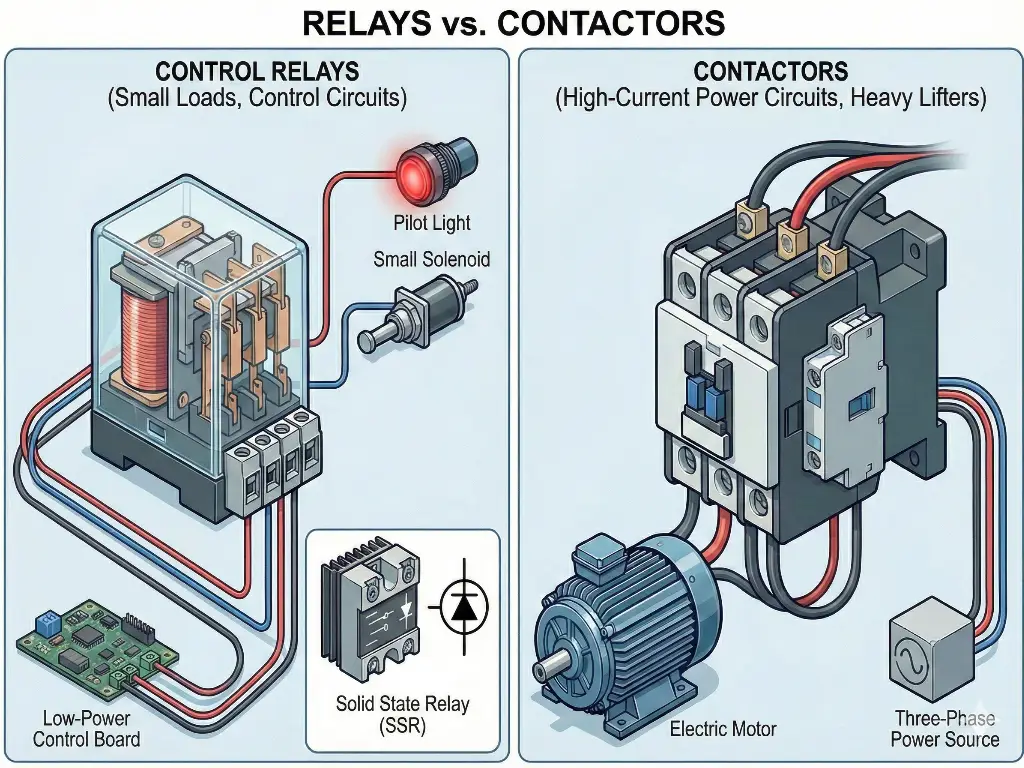
Relays vs. Contactors: Managing different types of electrical loads
Although functionally identical, i.e. a coil is used to close a contact, relays and contactors operate on different economic scales of power.
- Control Relays: These are used to switch control circuits and small loads (pilot lights, small solenoids). They are more concerned with high cycle life and compact design. Solid State Relays (SSR) operate on semiconductor switching (thyristors or transistors) rather than moving parts. They have unlimited switching life and are fast but produce heat and need heatsinking.
- Contactors: These are the heavy lifters, which are used to open and close high-current power circuits, especially electric motors. They have strong contact materials to resist the arcing that takes place during breaking inductive loads.
Circuit breakers and terminal blocks organize and protect wiring
- Circuit Breakers (MCB/MCCB): Unlike fuses are sacrificial, circuit breakers are reusable protection devices. The Miniature Circuit Breaker (MCB) prevents overload damage to wires by thermal means and short circuit damage by magnetic means. They offer the required isolation of maintenance. The choice is based on the tripping curve (Type B, C, or D) to suit the inrush characteristics of the load.
- Terminal Blocks: These connection components are the logistical centers of the panel, which are often underestimated. They plan the signal and power distribution. A properly designed terminal layout minimizes the wiring errors in the assembly process and also minimizes the marginal cost of troubleshooting in the maintenance process. The current push-in technology has saved time on wiring as opposed to the screw terminals.
Motion Control: Drives and Actuators
This layer is the transformation of electrical potential to kinetic energy. It is the production function output.
- Variable Frequency Drives (VFD): AC induction motors are the workhorses of industry. A VFD controls the speed and torque of these motors by varying the frequency and voltage of the supplied power. Beyond process control, VFDs are critical for energy efficiency, allowing motors to run at partial load rather than full speed, aligning energy consumption with actual demand.
- Servo Systems: Servo systems are used when the application needs to be very precise (e.g. a robotic arm or a packaging machine). A servo drive controls a servo motor through a feedback loop (encoder), and makes small corrections thousands of times a second to get the motor precisely where the logic requires it to be.
- Motors: The last actuator is the motor. Selection of motor components entails torque curves, duty cycles and environmental ratings. Between the regular induction motors and the specialized stepper motors, the selection determines the physical capabilities of the machine.
Strategic Sourcing: Quality vs. Cost Efficiency
In the procurement of industrial components, successful sourcing requires moving beyond simple price comparisons. A robust strategy evaluates the Total Cost of Ownership (TCO) and supply chain resilience. The following matrix outlines the critical standards effective buyers must consider:
| Evaluation Dimension | Key Considerations | Strategic Value |
| Total Cost of Ownership (TCO) | Installation time, reliability, maintenance, and transaction costs. | Long-term Savings: Reduces hidden costs that exceed the initial purchase price. |
| Quality Signals & Compliance | Certifications such as CE, CCC, and RoHS; adherence to IEC standards. | Market Access: Mandatory for global OEMs to ensure safety and regulatory compliance. |
| Supply Chain Stability | Spot product availability and daily shipping capabilities. | Risk Mitigation: Prevents project delays caused by component shortages. |
| Sourcing Efficiency | Direct manufacturing vs. distribution; ability to aggregate demand. | BOM Optimization: Reduces vendor count and leverages economies of scale. |
Meeting the above criteria usually comes at the expense of the convenience of distributors versus the cost benefits of manufacturers. Nevertheless, the perfect strategic partner is the one that can fill this gap through Direct Manufacturing and Vertical Integration.
OMCH https://www.omch.com/ stands as the ideal solution to the criteria outlined above. We drastically simplify your supply chain management by offering a comprehensive product range, including Power Supplies, Circuit Breakers, Sensors, and Connectors. This one-stop capability reduces procurement complexity while ensuring full compliance with CE, CCC, and RoHS standards.
Underpinned by an 8,000 m² modernised factory and 7 dedicated production lines, our manufacturing scale achieves the optimal balance of cost and quality. We deliver “Affordable Price” without compromising “Steady Performance,” providing integrators with a robust, compliant, and cost-effective manufacturing partner.
Future trends drive the evolution of component technology
The future trends are essentially transforming the development of component technology, and the sector is moving towards a hyper-connected and intelligence-driven age. With the advent of the Industrial Internet of Things (IIoT), the use of standard hardware is growing. Network elements and even simple field devices are becoming intelligent data assets, able to offer real-time diagnostics to drive predictive maintenance. This development changes the paradigm of reactive troubleshooting to proactive optimization, which significantly decreases unexpected downtime in the key industrial processes.
At the same time, design is being affected by physical constraints. As the cost of industrial floors increases, there is a pressing need to shrink. The market now requires small, high performance parts that can fit as much as possible in control cabinets without compromising on power or reliability needs. Lastly, a holistic approach is necessary in order to be truly successful. With these technical improvements and a high level of economic efficiency, engineers and buyers can create systems that are not only strong and cost-effective but also completely scalable. This is a strategic choice that will see the current infrastructure prepared to meet the sophisticated, automated demands of future industrial applications.



